-
郑州华菱超硬材料有限公司
主营:超硬刀具,淬火钢车刀,立方氮化硼车刀 - 18637133872

郑州华菱超硬材料有限公司
主营:超硬刀具,淬火钢车刀,立方氮化硼车刀 6
6

金刚石滚轮修整器生产厂家--金刚石滚轮的制造技术及特点
金刚石滚轮修整器生产厂家--金刚石滚轮的制造技术及特点.金刚石滚轮.也可以叫做金刚石成型修整砂轮.金刚石修整砂轮 金刚石修磨工具等等.叫法多种多样.金刚石滚轮主要有两种制造方式.金刚石滚轮电镀法和金刚石滚轮粉末烧结法.今天我们主要给大家展开叙述讲金刚石烧结法的制造工艺及特点和应用行业.我公司制造的金刚石滚轮有着高精度率高耐磨高寿命的四高特点.可完全替代进口**的滚轮.对精密质量的追求使我们的一目标.
金刚石滚轮修整器生产厂家--金刚石滚轮的制造技术及特点.烧结法金刚石滚轮.又叫镶嵌式冶金粉末工艺.此种制造方式为我公司九十年代从国外引进的技术,引进技术包括软件(制造方式,工艺流程,配方和修整技术)和硬件(修整机床和检测设备)。烧结法的制造过程为:按图加工一模具,采用大颗粒**金刚石,按一定的密度有序的人工植入模具内,使用可控温度的烧结炉采用粉末冶金技术烧结,去掉模具,以金刚石型面为基准,加工孔与端面基准。在磨床上修整砂轮,复型一个工件,这时的金刚石滚轮为毛坯体,其尺寸精度与金刚石滚轮成品偏差约为0.05-0.08mm,粗糙度>6.3um,需在检测中心通过JT3C投影仪等仪器初步测出其偏差值,计算出合适的修整余量,在专门的修整机床上,多次反复地修磨和检测,直至符合成品图纸要求。
金刚石滚轮修整器生产厂家--金刚石滚轮的制造技术及特点.烧结法此种方法的特点为:由于采用**金刚石,在单位面积中按一定密度,一定图形人工手植,虽然经过修整,但金刚石依然能保持较锋利的修整性能,同时获得较高的表面精度(直线度,粗糙度,轮廓度)和稳定的使用寿命。在修整检测过程中,由检测中心用JD-18测长仪控制两沟底直径差,台阶差等,JX-7,JT3C等控制圆心与角度交点的距离,角度的偏差值等,由泰勒(Taylor Hobson)轮廓仪控制Pt值(轮廓度)与Ra(粗糙度)。
金刚石滚轮修整器生产厂家--金刚石滚轮的制造技术及特点.我们又将电镀法金刚石滚轮分 为四种小类型,今天我们要将的是四种小类型的特点。1.UZ型内镀法的主要特点有磨料不规则颁布在表面上,浓度高,精度高,2.US型规则排列内镀法的主 要特点是磨料按设计图案手工植砂,粒度粗,加工效率高。3.S型外度法的主要特点是类似一般砂轮电镀的方法,精度低于内镀法。4.SG型外镀法的主要特点 是S型加以修整,精度提高,用户修蜗杆,齿形等,电镀法的制作过程为:按生产的零件截面的技术要求,制作一个模具,电镀人造金刚石,用粘结剂(低熔点合金)与钢芯粘结,金加工(基准转换)去除磨具胎体,使金刚石均匀暴露,在磨床上修整砂轮,复型一个工件,在检测中心计量该工件型面所有技术要求,合格即为成品。
电镀法金刚石滚轮的特点为:可以制作较为复杂的型面,金刚石滚轮制作完成后可以在不作修整的的情况下就可以达到较高的精度。应用于轴承套圈冷辗轮加工及加工异形槽、V型槽等 宽度尺寸误差≤0.01mm,深度尺寸误差≤0.01mm,角度误差≤1°,表面粗糙度≤0.8m,此精度可以与进口产品相媲美。应用于微小型轴承的沟道加工,如:686、693等型号的沟道磨削加工。 此种方式如经过修整,可获得很高的精度,沟曲率修整后可达≤0.005mm,Ra≤0.2mm,Pt≤2.
金刚石滚轮修整器生产厂家--金刚石滚轮的制造技术及特点. 金刚滚轮采用电镀或烧结方法制成,磨料为**金刚石或各种人造金刚石,如CVD、PCD等。修整过程中产生热量,破坏金刚石磨料稳定性,切削热使砂轮磨料熔覆,造成堵塞,需要冷却液及时带走砂轮修整时的磨擦热,清理砂轮,冲走切屑,提高修整精度,延长滚轮寿命。HNT金刚石修整滚轮的优势操作简单,修整效率高,使用寿命长,质量稳定,更易实现自动化;可修整出其他修整方法无法完成的复杂形面砂轮,表面质量和精度稳定;金刚石修整滚轮的角度对称性公差控制在0.5度,圆弧小公差保证在2μm以内金刚石滚轮大幅缩短了修整时间,生产效率提高,机械设备的磨损程度减少;HNT金刚石修整滚轮能更好的实现工厂自动化,修整器交换频率非常低,降低检查操作人员的负担。
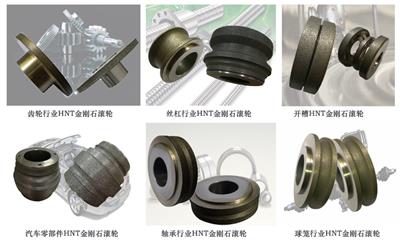
金刚石滚轮修整器生产厂家--金刚石滚轮的制造技术及特点.金刚石修整滚轮用于机械加工行业中:
1、汽车行业:曲轴、阀体、活塞环、油针、油针体。
2、机床行业:齿轮加工、滚珠丝杠。
3、轴承行业:球轴承沟道、直线道轨副、锥轴承、柱轴承沟道、纺织轴承。
4、工具行业:钻头、铣刀开槽开刃、丝锥螺纹。
5、轻工行业:冰箱压缩机、自行车中轴。
6、液压行业:柱塞泵连杆等。
7、航天、**行业:涡轮机叶片等。
金刚石滚轮修整器生产厂家--金刚石滚轮的制造技术及特点. 我司专业化为客户定制金刚石精密滚轮,完善的售后服务及专业的工程师为你解决产品疑问和定制化服务.欢迎致电郑州华菱技术.
金刚石滚轮修整器生产厂家--金刚石滚轮的制造技术及特点.