-
郑州华菱超硬材料有限公司
主营:超硬刀具,淬火钢车刀,立方氮化硼车刀 - 18637133872

郑州华菱超硬材料有限公司
主营:超硬刀具,淬火钢车刀,立方氮化硼车刀 5
5

压缩机柱塞泵行业砂轮磨削修整用金刚石滚轮
压缩机柱塞泵行业砂轮磨削修整用金刚石滚轮.轴承齿轮滚珠丝杠曲轴压缩机柱塞砂轮磨削修整用金刚石滚轮.金刚石滚轮是一种新发展起来的修整工具,它与单颗粒金刚石笔修整砂轮相比, 在进行非直线修整时其修整时间要短得多, 且易修整出各种复杂的成形表面。金钢石滚轮修整砂轮的方法分为切入式滚轮修整和摆式滚轮修整, 因切入式修整器结构比摆式修整器简单, 故在实际生产中应用较多一些。切入式滚轮修整中,与外圆切入磨削工件相似,滚轮由电机驱动旋转,相对砂轮做切入运动,从而进行砂轮修整。表征滚轮切入式修整的主要参数有:修整速比qd 、修整进给量及光修转数.轴承齿轮滚珠丝杠曲轴压缩机柱塞砂轮磨削修整用金刚石滚轮
压缩机柱塞泵行业砂轮磨削修整用金刚石滚轮.轴承齿轮滚珠丝杠曲轴压缩机柱塞砂轮磨削修整用金刚石滚轮. 砂轮的修整是把砂轮的磨粒修磨锋利,在这个过程中,需去除磨粒间的结合剂和磨钝的砂轮磨粒,使具有很强打磨性能的砂轮磨粒**结合剂之外,形成锐利的切削刃。修整也要从砂轮表面的气孔中,去除微小的材料,防止作用于砂轮上的摩擦力增大,砂轮上的摩擦力增大,将会引起振动和造成零件表面烧伤。
压缩机柱塞泵行业砂轮磨削修整用金刚石滚轮.轴承齿轮滚珠丝杠曲轴压缩机柱塞砂轮磨削修整用金刚石滚轮.如果砂轮没有适当的修整,即使是较好的砂轮也不可能获得加工零件的高质量和尺寸一致性。实际上,当你投资了高质量的砂轮,为了获得高的打磨性能,很好地修整它们就显得非常重要。
修整可以说是砂轮准备工作的一部分,它与普通砂轮的修整同时进行。对于超硬磨料砂轮,两道工序是分开进行的,首先对砂轮进行修整。在使用超硬磨料砂轮打磨中,修整是使用修整工具或滚轮进行,修整经常是使用一个陶瓷结合剂的修整棒,在修整完成后,对砂轮进行修整处理。
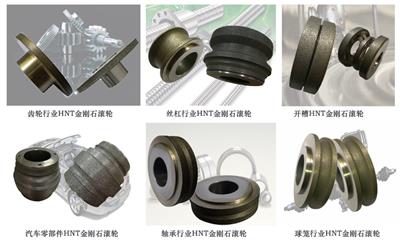
压缩机柱塞泵行业砂轮磨削修整用金刚石滚轮.轴承齿轮滚珠丝杠曲轴压缩机柱塞等行业砂轮磨削修整用金刚石滚轮.刚石修整滚轮用于机械加工行业中:
1、汽车行业:曲轴、阀体、活塞环、油针、油针体。
2、机床行业:齿轮加工、滚珠丝杠。
3、轴承行业:球轴承沟道、直线道轨副、锥轴承、柱轴承沟道、纺织轴承。
4、工具行业:钻头、铣刀开槽开刃、丝锥螺纹。
5、轻工行业:冰箱压缩机、自行车中轴。
6、液压行业:柱塞泵连杆等。
7、**、**行业:涡轮机叶片等。
压缩机柱塞泵行业砂轮磨削修整用金刚石滚轮.轴承齿轮滚珠丝杠曲轴压缩机柱塞等行业砂轮磨削修整用金刚石滚轮.金刚石成型修整滚轮简称金刚石滚轮,它是一门新技术,它有着机构简单,修整时间短,使用寿命长(可达5—250万次),修整精度高(可达±2μm),效率高等优点,便于实磨削自动化。主要用于对复杂型面的刚玉和碳化硅砂轮进行修整。金刚石修整滚轮的制造技术比较复杂,主要的方法有电镀法和粉末冶金法。内镀法金刚石修整滚轮制造工艺是各种制造方法中制造精度和制造型面复杂程度较高的方法,其形面精度在0.005mm以上,它适合于制造各种类型的金刚石滚轮,尤其是高精度复杂型面金刚石修整滚轮。
压缩机柱塞泵行业砂轮磨削修整用金刚石滚轮.轴承齿轮滚珠丝杠曲轴压缩机柱塞等行业砂轮磨削修整用金刚石滚轮.金刚滚轮制造两种工艺,烧结,电镀区别说明:金刚滚轮制造两种工艺,镶嵌式冶金粉末烧结工艺和欧洲电铸式精密电镀工艺(引进英国consort金刚滚轮制造工艺),烧结和电镀区别是结合剂和加工工艺不同,烧结是铜和钨粉结合剂,电镀是镍和硬质合金,切记。。。。。电镀金刚滚轮严禁敲打,工人拿小心掉在地上摔坏,冷确液一定要加足,磨床进刀接触时须慢点,金刚滚轮内孔拉伤,金刚滚轮安装请用热套法务必校正轴,端面跳动0.003,否则达不到磨制产品加工要求。
金刚滚轮整体精度 0.005,
1, 金刚滚轮的价格交货期和我公司加工工艺有关。
2, 交货期, 内镀15-20天 烧结20-25天
压缩机柱塞泵行业砂轮磨削修整用金刚石滚轮.轴承齿轮滚珠丝杠曲轴压缩机柱塞等行业砂轮磨削修整用金刚石滚轮. 修整用高性价比高精度金刚石修整滚轮砂轮.凡是购买我司郑州华菱 金刚石修整滚轮均质量三包,全程技术跟踪服务。我司专业化为客户定制金刚石精密滚轮,完善的售后服务及专业的工程师为你解决产品疑问和定制化服务.欢迎致电郑州华菱技术苑经理18637133872.
压缩机柱塞泵行业砂轮磨削修整用金刚石滚轮