-
郑州华菱超硬材料有限公司
主营:超硬刀具,淬火钢车刀,立方氮化硼车刀 - 18637133872

郑州华菱超硬材料有限公司
主营:超硬刀具,淬火钢车刀,立方氮化硼车刀 6
6

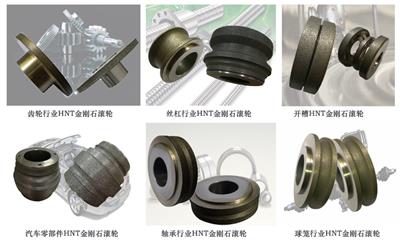
汽车轮毂轴承行业用高性价比金刚石滚轮电镀金刚石砂轮
汽车轮毂轴承行业用高性价比金刚石滚轮电镀金刚石砂轮.金刚石修整滚轮(又名金刚石修整器)是磨削加工中替代金刚石修整笔(刀)的一种高效修整工具,工作原理为:由轴承厂家提供一个被加工零件磨削加工中所要控制的主要要素给工具制造厂家,由工具厂家制造一个表面覆盖金刚石的滚轮,安装在使用厂家磨床上对砂轮进行切入式修整,一次磨削加工出零件所需的尺寸,如纺织行业中皮辊轴承的沟道磨削。
汽车轮毂轴承行业用高性价比金刚石滚轮电镀金刚石砂轮. 金刚石修整滚轮作为一种高效的砂轮成型修整工具,在轴承行业中的应用已经有近三十年的历史了,初始时的金刚石修整滚轮由于受当时的各种环境限制,精度只能靠模具保证,而整个制作过程又较长,其中有几次的基准转换,所以产品的终尺寸往往达不到客户的技术要求,而且当时没有修整手段和精密测量手段,产品的轮廓度(Pt值),粗糙度(Ra值)无从保证,尤其是Ra的值,完成精度的任务只能留给**精工序。
汽车轮毂轴承行业用高性价比金刚石滚轮电镀金刚石砂轮.近年来,轴承行业采用CBN陶瓷结合剂砂轮(因其很好的保持性和高效磨耗比)逐渐增加,因为CBN较高的硬度,所以修整多采用金刚石修整滚轮。汽车 轮毂轴承行业用高性价比金刚石精密修整滚轮.金刚石修整滚轮的优势是可一次成型磨削复杂型面的工件,在滚轮使用寿命期(约1.5万到5万次)内,被加工零件尺寸精度的一致性好,降低了零件尺寸的分散性,提高了精度。金刚石修整滚轮不但能够在数控等磨床上使用,在普通的磨床,无心磨床等,增加一套修整装置也能使用,因其成型修整的特点,降低了操作人员的技术要求,大大提高了工作效率。
汽车轮毂轴承行业用高性价比金刚石滚轮电镀金刚石砂轮.金刚滚轮制造两种工艺,烧结,电镀区别说明金刚滚轮制造两种工艺,镶嵌式冶金粉末烧结工艺和欧洲电铸式精密电镀工艺(引进英国consort金刚滚轮制造工艺),烧结和电镀区别是结合剂和加工工艺不同,烧结是铜和钨粉结合剂,电镀是镍和硬质合金,切记。。。。。电镀金刚滚轮严禁敲打,工人拿小心掉在地上摔坏,冷确液一定要加足,磨床进刀接触时须慢点,金刚滚轮内孔拉伤,金刚滚轮安装请用热套法务必校正轴,端面跳动0.003,否则达不到磨制产品加工要求。
金刚滚轮整体精度 0.005,
1, 金刚滚轮的价格交货期和我公司加工工艺有关。
2, 交货期, 内镀15-20天 烧结20-25天
汽车轮毂轴承行业用高性价比金刚石精密修整滚轮.
汽车轮毂轴承行业用高性价比金刚石滚轮电镀金刚石砂轮.