-
郑州华菱超硬材料有限公司
主营:超硬刀具,淬火钢车刀,立方氮化硼车刀 - 18637133872

郑州华菱超硬材料有限公司
主营:超硬刀具,淬火钢车刀,立方氮化硼车刀 6
6

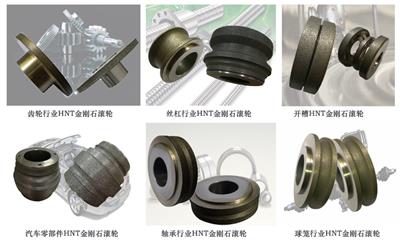
成型修整白刚玉砂轮推荐金刚石耐磨滚轮
白刚玉棕刚玉砂轮修整用金刚石滚轮在轴承齿轮曲轴丝杠钻头等行业.金刚石成型修整滚轮简称金刚石滚轮,它是一门新技术,它有着机构简单,修整时间短,使用寿命长(可达5—250万次),修整精度高(可达±2μm),效率高等优点,便于实磨削自动化。主要用于对复杂型面的刚玉和碳化硅砂轮进行修整。
白刚玉棕刚玉砂轮修整用金刚石滚轮在轴承齿轮曲轴丝杠钻头等行业 现在金刚石滚轮在成型磨削领域中开始应用。金刚石修整滚轮用于机械加工行业中:
汽车行业:曲轴、阀体、活塞环、油针、油针体。
机床行业:齿轮加工、滚珠丝杠。
轴承行业:球轴承沟道、直线道轨副、锥轴承、柱轴承沟道、纺织轴承。
工具行业:钻头、铣刀开槽开刃、丝锥螺纹。
轻工行业:冰箱压缩机、自行车中轴。
液压行业:柱塞泵连杆等。
汽车行业,机床行业,轴承行业,工具行业,轻工行业,液压行业等
白刚玉棕刚玉砂轮修整用金刚石滚轮在轴承齿轮曲轴丝杠钻头等行业金刚石修整滚轮的制造技术比较复杂,主要的方法有电镀法和粉末冶金法。内镀法金刚石修整滚轮制造工艺是各种制造方法中制造精度和制造型面复杂程度较高的方法,其形面精度在0.005mm以上,它适合于制造各种类型的金刚石滚轮,尤其是高精度复杂型面金刚石修整滚轮。
1.金刚石滚轮的特点及应用
金刚石滚轮是一种新发展起来的修整工具,它与单颗粒金刚石笔修整砂轮相比,在进行非直线修整时其修整时间要短得多,且易修整出各种复杂的成形表面。金钢石滚轮修整砂轮的方法分为切入式滚轮修整和摆式滚轮修整,因切入式修整器结构比摆式修整器简单,故在实际生产中应用较多一些。切入式滚轮修整中,与外圆切入磨削工件相似,滚轮由电机驱动旋转,相对砂轮做切入运动,从而进行砂轮修整。表征滚轮切入式修整的主要参数有:修整速比qd、修整进给量及光修转数。下面介绍切入式金刚石滚轮修整器在HSQB885.4沟道磨削中的应用。
HSQB885.4为大型四点接触球轴承,其沟形成桃形沟道,利用现有的TM1 500落地磨床替代立式磨床磨削其沟道,并设计TM1 500金刚石滚轮修整器。
支架固装于机床床身前部,底座安装在支架上,并能在纵、横两个方向进行调节,滚轮轴为套筒式主轴,采用两套角接触球轴承构成的二支承轴系结构,主轴的传动采用多楔带传动,平稳、可靠。驱动电机为轻型铝壳无线调速电机,采用无级调速电机是为了保证滚轮与砂轮之间线速度之比值qd保持在一定的范围内。因为随着砂轮的消耗,其线速度降低,这时就需要适当调低滚轮的转速,从而获得较佳修整效果。将修整的切入进给改为砂轮进给,修整时滚轮不动,利用原机床砂轮进给的手摇机构,手动进给来实现修整的切入运动。
还可以采用砂轮不动,滚轮进给的方式进行修整,这时修整器的结构较复杂,即采用直线导轨、滚珠丝杠、步进电机等,可将滚轮修整动作设计成简易数控系统,其动作程序设计为:快进(不能碰上砂轮)→慢进(按需要的切入速度进给)→光修→退出。
2.注意事项
由于金刚石滚轮成形修整法具有修整时间短、能修整出各种复杂型面、型面精度保持好、修整操作方便等特点,其使用效果已逐渐得到人们的认可,在生产中也得到了越来越广泛的应用。但在滚轮的设计、制造与使用中应注意如下几点:
金刚石的粒度较被修整砂轮的粒度应粗一号,还要选择金刚石颗粒尺寸接近一致,颗粒形状近似球形,常用粒度为36# ~100#。
通常采用滚轮与砂轮接触点处线速度方向同向、滚轮线速度与砂轮线速度之比(qd值)取+0.3~ +0.7较好,不得**过+1;修整时滚轮切入量以砂轮每转切入0.5~1μm为宜,每次修整砂轮的总量应为0.02~0.04mm;光修时间尽量压缩。
金刚石滚轮的制造误差应小于工件公差的1/ 2 左右,滚轮孔与安装轴承的配合间隙为2~4μm.
可采用**或人造金刚石,人造金刚石必须采用高强度等级钻石,如磨钢**金刚石SCD或高强度金刚石SMD.
滚轮制造时,一般精度的滚轮可用外镀法和烧结法,高精度和复杂型面滚轮应用内镀法制造,同时进行磨削修整。
金刚石滚轮修整砂轮时必须遵守快进(不能碰上砂轮)→慢进(按需要的切入速度进给)→光修→退出的动作程序,不得错步,否则滚轮寿命难以保证。
我司专业化为客户定制金刚石精密滚轮,完善的售后服务及专业的工程师为你解决产品疑问和定制化服务.欢迎致电郑州华菱技术苑经理.
成型修整白刚玉砂轮推荐金刚石耐磨滚轮.